随着人们生活水平的提高,对家居、装饰的要求越来越高,木门涂饰以及UV辊涂以其优越性能在家具涂装尤其是木门和板式家具的涂装上具有不可估量的发展前景。对于木门来说,由于门扇与门框等部件的不同,其涂饰工艺也不尽相同。
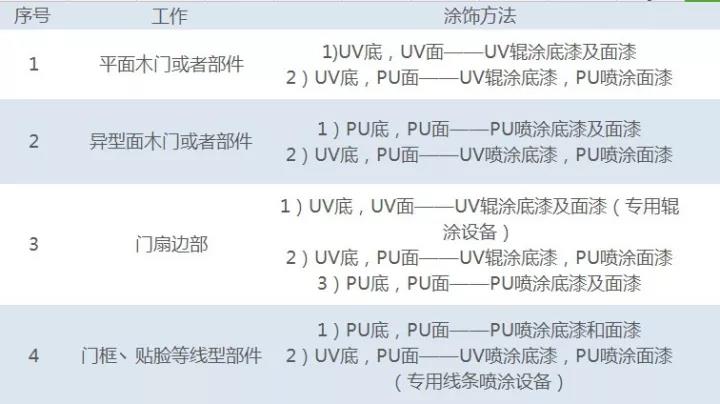
在目前的所有涂饰工艺中,辊涂在家具的涂装方式中具有举足轻重的地位。随着人们生活水平的提高,对家居、装饰的要求越来越高,木门涂饰以及UV辊涂以其优越性能在家具涂装尤其是木门和板式家具的涂装上具有不可估量的发展前景。

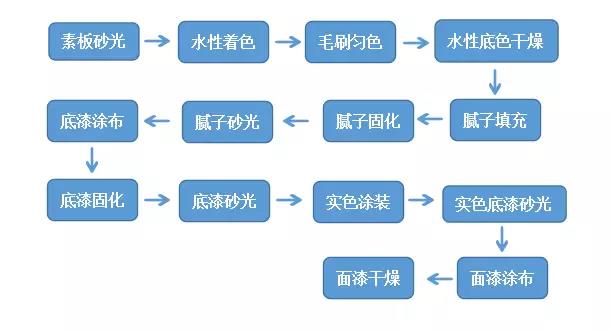
UV辊涂的工艺与设备布置依据油漆涂饰要求和效果而定。典型的木门UV辊涂工艺有“一道着色、两道腻子、三道底漆、两道面漆”,“一道着色、一道腻子、两道底漆”等。在辊涂中主要包含: 素板砂光、水性着色、毛刷匀色、水性底色干燥、腻子填充、腻子固化、腻子砂光、底漆涂布、底漆固化、底漆砂光、实色涂装、实色底漆砂光、面漆涂布、面漆干燥等工序。
1 素板砂光
门扇经过定厚、压贴(木皮)、成型加工后,在涂饰之前需要进行精细砂光,不仅要达到表面平整,而且需要达到必须的光洁度。这道砂光要保证将立起的木纤维彻底清除,因此需配置一横向砂光单元。一般采用三头砂光机,配置为两个横向砂架,两个纵向砂架,二者砂带旋转方向垂直,三个砂架的砂带目数分别为120#、150#、180#。适当地精细砂光可确保满意的着色效果。打磨过于粗糙会导致着色剂渗透过量,颜色过深: 打磨过于精细会阻止着色剂的渗透,着色剂浮在底材的表面上导致颜色过浅、色,差色污等缺陷。

2 水性着色
配置双辊着色辊涂机,第一辊为海绵辊,第二辊为橡胶辊。海绵辊应该比橡胶辊多压1mm 左右,要保证倒角边部颜色。压得太轻会出现色斑现象,压得太重会出现板的头尾堆漆现象。橡胶辊压力比辊涂底漆的涂布辊压力稍大,确保能碾平海绵辊留下的点状色斑。涂布量应控制在10~20g/㎡范围,一般根据着色效果及板材表面状况而定,涂布量太多或太少对着色效果都有影响。

3 毛刷匀色
作用是把水性着色剂均匀刷入导管槽,并刷除多余着色剂,使着色后木材纹理更加清晰。两毛刷辊旋转方向相反,两毛刷辊的旋转轴线与木门运行纵向轴线不垂直,两毛刷辊的旋转轴线形成小于90°交角。根据木门成品的着色要求及板件材质来调整毛刷辊的转速、对板件的压力以及选择合适的毛刷材质。毛刷辊需定期清洗,清洗后一定要干燥处理后才能使用。

水性底色干燥
水性着色后的板件需要进入热风干燥隧道进行烘干。干燥温度应控制在合理范围内,温度太低,水性底色中的水分无法排出,从而影响附着力与消晰度:温度太高会使板面的毛刺多,板材变形。若使用水性UV涂料,则需在热风干燥隧道后配置一台双灯UV干燥机,针对水性底色中UV成分进行固化。热风干燥隧道内工件干燥时间一般为45S,最高工作温度80°C。可在水性底色干燥后增加一台除毛刺机,以消除板材水性干燥后竖起的毛刺,提高腻子的填充效果。

腻子填充
腻子的填充过程包括用橡胶辊涂布和硬质镀铬整平辊去除多余腻子,并把腻子压入木材表面孔隙。根据板材表面孔隙的大小选择具有相应黏度和填充性等的填充腻子以及填充遍数,确保彻底填充和平滑的涂布效果,以减少底漆和面漆用量,降低生产成本。

腻子固化
两道腻子间采用单灯UV 干燥机进行半固化,固化能量60^80 mJ/C㎡,周化后以轻微黏手为好,以增加漆膜附力: 两道腻子填充完毕后经双灯UV于燥机进行表面固化,固化能量100^120mJ/C㎡,周化宜太完全,以不黏手,有明显划痕为好,这样既便于砂光也可以保证与下一道底漆的附着性能。

7 腻子砂光
板件经过腻子填充及干燥后,需要进行表面砂光,建议采用两砂架的定最砂光机,腻子砂光的砂削量不宜太大否则容易砂穿,产生新木孔。两个砂架的砂带目数分别为220#、240#。

底漆涂布(透明涂饰)
底漆的涂布量由漆膜整体的丰满度要求决定,一般为2~3道底漆,每道为10~20 g/㎡,最后一道底漆后可选配流平装置,以增加漆面的平整度,减少砂削量。

底漆固化(透明涂饰)
底漆固化干燥一定要控制好,过度固化会使后面的涂层不易附着,且硬度大不易砂光。固化不够又会使砂带的容屑空间被堵塞影响工件下道工序的加工。一般底漆间的固化选用单灯UV干燥机,固化能量60~80mJ/C㎡,最后一道底漆后选用双灯UV干燥机,固化能量100~ 120mJ/C㎡。

10 实色底漆涂装
若木门板件底漆进行实色涂装,一般需要辊涂三道实色底漆对木门板材进行有效遮盖,因为实色漆中含有的颜料成分对UV光线的吸收或阻挡,容易造成漆膜固化不良,因此,每道实色底漆涂布量应控制在10~15 g/㎡,且需配置穿透力更强的碘镓灯灯管,底漆间的固化选用单灯(Ga),固化能量150 mJ/C㎡,最后一道底漆选用双灯(Gat+Hg),固化能量450mJ/C㎡。

11 底漆砂光
最后一道底漆应根据样板的板面效果来决定砂光效果,建议选用双砂架的砂光机,砂带目数分别为320#、400#。若采用UV底+PU面工艺,则底漆涂布后即可进入全自动油漆喷涂线进行PU面漆喷涂。

12 面漆涂布
第一道面漆用来进行修色处理,涂布量7~ 8g/㎡; 为了增加漆膜丰满度,使辊涂效果与喷涂效果相媲美,实现大涂布量而何产生褶皱缺陷,第二道面漆涂布辊可采用激光辊。激光辊表面带有小的凹槽,可破坏涂料的表面张力,配合其后的流平装置,可产生完全平滑的涂膜。激光辊涂布最一般为18~ 25 g/㎡,涂布后,表面会留下极细的线,正是这些线破坏了涂膜的表面张力,确保底材的表面史加平滑。

13 面漆干燥
一般面漆间的固化选用U V 单灯干燥机进行半固化,固化能量80~ 120 mJ/C㎡; 最后一道面漆后选用U V 三灯干燥机进行完全固化,固化能量330~400 mJ/C㎡。

木门的涂装作业,是木门制造过程中最后一道生产工序,也是木门工艺中非常重要的工序。涂装作业的水平,在很大程度上能体现出一个木门企业的制造水平与竞争能力。木门的涂装作业,也是整个木门制造过程中非常有技术含量的操作。
文章来源:家居荟二零二五
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。






